


����
Һѹ���Ʒ���Һѹϵͳ�ĺ��ģ�ͨ�����塢��о�����ľ�����ϵ�����Һ����ѹ��������������ִ��Ԫ���Ķ�����������ֱ��Ӱ�칤�̻�е�����պ��졢��ѹ�����ػ������豸�İ�ȫ�ԡ�Ч�������������쾫���������������ס���оԲ�ȼ�����ͬ����κγ�����ᵼ���������½�����й©���͡��������������з��ĸ߾���Բ�����ǡ��ֲڶ������Ǽ����ƻ����ܸ�����Ϊ���塢��о�������ṩ����λ�������������ȫ�������ܲ���������ȷ���ؼ��������ݡ�����֤��

1���������Բ����Բ���Ȳ�������
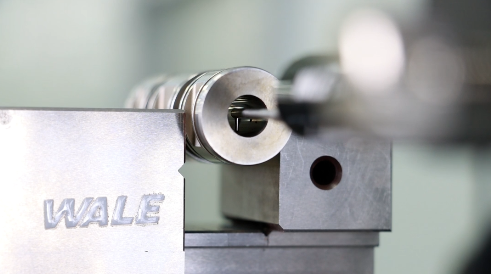
������ΪҺѹԪ���ij������壬���ڲ������������Բ����ֱ�Ӿ�����װ��������������ܡ�
Ȼ�����������������ɴ��Բ���η���װ������Ч�ʵ͡�����������������ѵ㡣
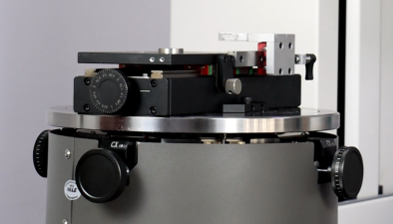
Ϊ�ˣ������Ƽ�ʹ��CYAϵ���Զ����ĵ�ƽԲ�����ǣ�����������ר�����
���Ʋ��ͻ��������ƣ�����“����R����+��ǿ�ȼӳ����”��ϣ���˸���ǿ�����α��������죬����������ڲ�����ɷ���ȫ�����Բ����Բ���Ȳ�������������“�ⲻ�����ⲻ”�����⡣

ר�ù�װʵ�ֿ��ٶ�λ�����������з��ķ���ר�ö�λ��װ���Ի�����о���λ����װ�в��裬��������������ظ�װ��Ч�ʣ������������Ľ���Ҫ��
�������������Զ�������������רҵ�������������������÷���ר�ò�������֧�ֶ�������������������Զ����ۡ�


2����оԲ����Բ���Ȳ�������
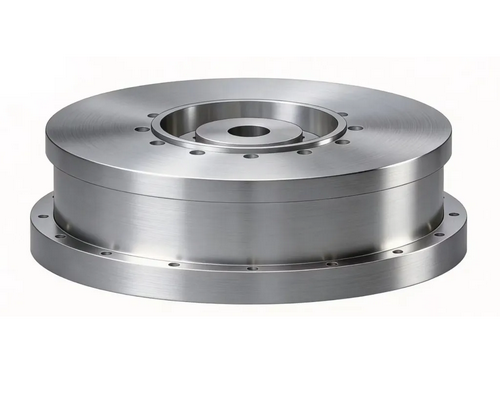
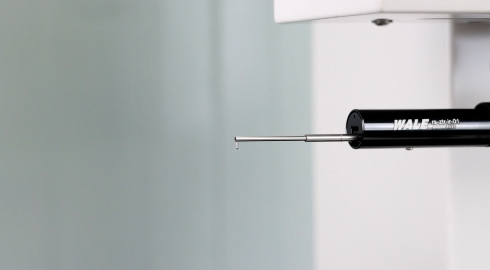
��о��Բ����ֱ��Ӱ�췧�ڵ��ܷ��ԡ��������ƾ��ȼ���ĥ��������ϸ����ṹ��Բ�ȡ�Բ���ȼ�ֱ�߶�Ҫ�ߣ��ұ��泣�����Ͳۡ����ǵȶ�����������ͳ�Ӵ�ʽɨ�輫�ײ�����ͷ����㡣
��Է�о��������������CYAϵ���Զ����ĵ�ƽԲ�����ǣ�Ϊ��о���Զ�����ר�ô��������ô����������������¼������ڱ�֤���������ȵ�ͬʱ����Ч����˶��������ʱ�IJ�ͷ�����������գ�ȷ���ӷ�о��������������ȫ������λ�����ȶ��ɿ���

3�������ڿ״ֲڶ�����λ�����������
������Ϊ��о�ľ��������Ͳ�����ڿױ�������ֱ�Ӿ�������ϼ�϶����Ĥ�����ԡ�Ħ������ĥ�������Լ�������й©���ԡ���Բ�ȡ�Բ���ȡ�ͬ��ȵ���λָ���⣬�ڿױ�����۴ֲڶȲ�������Ra��Rz��Rp��Rpk��Rsm�ȣ�����Ӱ���ܷ�������Ϊ�ĺ�������ָ�ꡣ
�����ڿ�ͨ����ȴ���ڶ�����С�����ڱڿ��ܴ��������ۻ��ṹ������ֲڶȲ���������˳������նȲ��������������������ȶ����ƣ�������֤��������ĺ㶨�ԡ�
��Է����ڿIJ����ѵ㣬����ר�ſ����˸߸�����С��ר�ò�����ģ�飬��������С�ھ�Φ2 mm�ĴֲڶȲ�������ģ���������Ŀ���ն�������ȶ��ԣ����ר�ôֲڶȷ����������Զ���������������ɱ��棬Ϊ�����ڱ������ṩ�������ݡ�

4������
�ӷ������Բ��Ѱ������оϸ�����Բ���Ȱѿأ��ٵ������ڱ��������ľ�������Һѹ���Ʒ���ÿһ�����Ⱦ���żȻ——��Դ�ڶ����칤�յļ��¿��������ڲ����ֶε�ͬ������������ʼ�ռ�����������ļ���Ϊ�������Բ����������������������Ķ��ƻ���������ͨ��ë������Ʒ��ȫ���̲�����·�����Dz����ṩ�߾��ȵ����������ṩ����ء����ݡ��ɱջ�������������ϵ����Ϊ��Һѹ���������֮���������֮�֣�����֮ʧ�����Ծ����ɰܡ�
����Դ��������������Ƽ�����˾��





 1013��
1013��